
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验
安徽赢创激光科技有限公司
联系人:刘先生
电 话:0556-5059388
手 机:151-5556-3333(微信同号)
网 址:www.yclaser.cn
邮 箱:ahycjgkj@vip.163.com
地 址:安徽省安庆市开发区3.9平方公里工业园纬二路2号
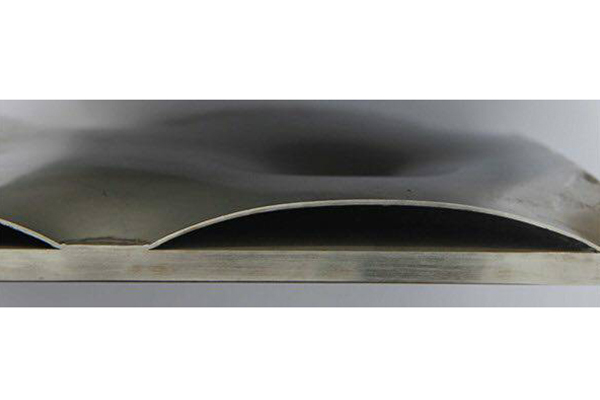
双面凸起真空电子束焊接:两面均打压成型,通常适合较多的使用场合。适于加热、冷却工艺使用,通常传热板两面的板厚度相同。可采用不锈钢、哈氏合金以及碳钢等等材料。不同的材料及厚度满足不用的工作压力。单面凸起真空电子束焊接:输送带换热板仅单面打压成型,通常适合单面需要平面的场合,如罐体内壁及输送床等,通常两面的板是不同的厚度,可采用不锈钢、哈氏合金以及碳钢等,不同的材料及厚度满足不用的工作压力。

舒城正规真空电子束焊接激光打标机因其特殊的工作原理,与传统标记方式(移印、喷码、电腐蚀等)相比,具有许多优越性;1)非接触加工可在任何规则或不规则表面打印标记,且打标后工件不会产生内应力;2)材料适用面广可在金属、塑料、陶瓷、玻璃、纸张、皮革等不同种类或不同硬度的材料上打印;3)可与生产线上的其他设备集成,提高生产线的自动化程度;4)标记清晰、持久、美观,并可有效防伪;5)使用寿命长、无污染;真空电子束焊接厂家6)运行成本低打标速度快且标记成型,能耗小,因而运行成本低。虽然筒状热沉激光打标机的设备投资比传统标记设备大,但从运行成本而言,使用激光打标机要低得多。
激光焊接利用高能激光脉冲产生的热能熔化金属材料进行焊接。它与电弧焊基本相同,只是电弧焊使用电弧代替激光来产生热量。超声波金属焊接利用超声波高频机械振动产生的高密度能量,正规真空电子束焊接在工件表面产生塑性变形并在压力下破坏表面层,从而使焊接的金属在室温下可以形成物理连接。超声波金属焊接既不将电流传递到工件,也不将高温热源引入工件。在静压力和弹性振动能的共同作用下,机械动能转化为工件之间的摩擦功和变形能,从而导致温度升高,从而使工件以固态连接。根据焊接原理的比较,激光焊接通过在高温下改变物体的物理结构来实现物体的连接,舒城正规真空电子束焊接而超声波金属焊接在不改变物体的物理结构的情况下直接以固态实现连接。

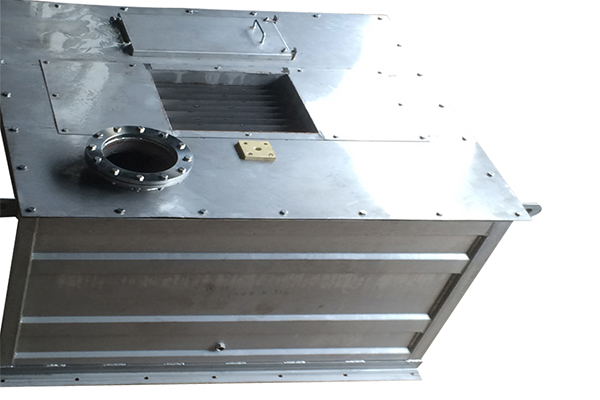
正规真空电子束焊接的地基必须使冷却器不发生下沉,在定孔盘头盖端应留足够的空间以便能从壳体内抽出管束,冷却器就位时应按吊装规范进行,冷却器启动前应放尽腔内空气,以提高传热效率。其步骤:松开热、冷介质端的放气螺塞,关闭介质排出阀;缓慢打开热、冷介质的进水阀,使热、冷介质从放气孔溢出为主止,然后拧紧放气螺塞,关闭进水阀。当水温升高5-10°后,打开冷却器介质的进水阀(注意:切记快速打开进水阀,因冷却器水大量流过时,会使真空电子束焊接厂家换热器表面长期形成一层导热性很差的过冷层),再打开热介质的出入阀,使之处于流动状态,然后注意调整冷却器介质的流量,使热介质保持在最佳使用温度。


 地址:安徽省安庆市开发区3.9平方公里工业园纬二路2号
地址:安徽省安庆市开发区3.9平方公里工业园纬二路2号 电话:151-5556-3333(微信同号)
电话:151-5556-3333(微信同号) 邮箱:ahycjgkj@vip.163.com
邮箱:ahycjgkj@vip.163.com