
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验
安徽赢创激光科技有限公司
联系人:刘先生
电 话:0556-5059388
手 机:151-5556-3333(微信同号)
网 址:www.yclaser.cn
邮 箱:ahycjgkj@vip.163.com
地 址:安徽省安庆市开发区3.9平方公里工业园纬二路2号

正规真空电子束焊接的地基必须使冷却器不发生下沉,在定孔盘头盖端应留足够的空间以便能从壳体内抽出管束,冷却器就位时应按吊装规范进行,冷却器启动前应放尽腔内空气,以提高传热效率。其步骤:松开热、冷介质端的放气螺塞,关闭介质排出阀;缓慢打开热、冷介质的进水阀,使热、冷介质从放气孔溢出为主止,然后拧紧放气螺塞,关闭进水阀。当水温升高5-10°后,打开冷却器介质的进水阀(注意:切记快速打开进水阀,因冷却器水大量流过时,会使真空电子束焊接报价换热器表面长期形成一层导热性很差的过冷层),再打开热介质的出入阀,使之处于流动状态,然后注意调整冷却器介质的流量,使热介质保持在最佳使用温度。

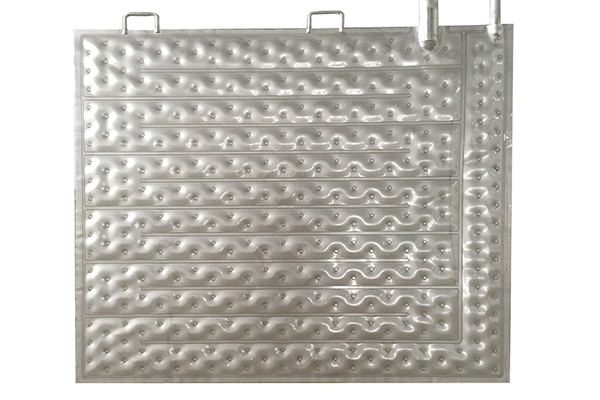
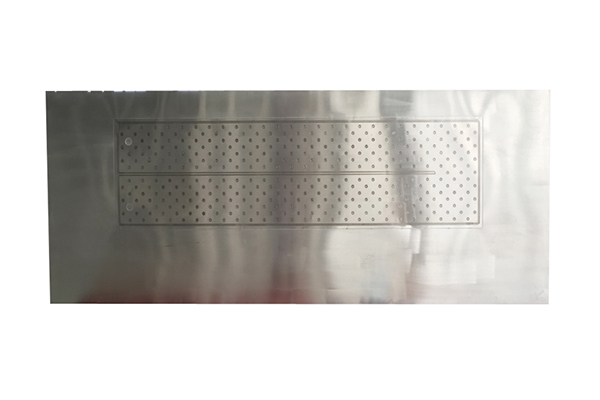
双面凸起真空电子束焊接:两面均打压成型,通常适合较多的使用场合。适于加热、冷却工艺使用,通常传热板两面的板厚度相同。可采用不锈钢、哈氏合金以及碳钢等等材料。不同的材料及厚度满足不用的工作压力。单面凸起真空电子束焊接:输送带换热板仅单面打压成型,通常适合单面需要平面的场合,如罐体内壁及输送床等,通常两面的板是不同的厚度,可采用不锈钢、哈氏合金以及碳钢等,不同的材料及厚度满足不用的工作压力。

安庆正规真空电子束焊接报价是通过冷、热流体的直接接触、混合进行热量交换的换热器,又称接触式换热器。由于两流体混合换热后必须及时分离,这类换热器适合于气、液两流体之间的换热。例如,化工厂和发电厂所用的凉水塔中,热水由上往下喷淋,而冷空气自下而上吸入,在填充物的水膜表面或飞沫及水滴表面,热水和冷空气相互接触进行换热,热水被冷却,冷空气被加热,然后依靠两流体本身的密度差得以及时分离。这就是安庆正规真空电子束焊接报价的换热方法。
激光切割机的激光切割加工在我们的传热板生产制作中应用广泛,相对于传统的切割方式来说更加的精确和方便,安庆正规真空电子束焊接它主要是利用大功率的激光束来加热需要切割的部位,瞬间高温气化材料来达到切割的效果,不过在加工切割过程中会产生一些被加工物背面附着的熔融金属飞溅物,这些熔融金属飞溅物被称为沾渣。正规真空电子束焊接1、碳素钢:如果设定的加工条件适当,则极少会发生炉渣。厚板切割会有残留物,但很容易清除。2、镀锌钢:炉渣的发生频率高,可好的切削条件范围也很窄。涂装有底漆的加工,要先进行切割涂装层的加工,然后进行基材切割加工的工作方法。3、不锈钢板:氧气的辅助气体,很难避免产生炉渣,而且炉渣的产生非常困难,很难去除。使用氮气进行非氧化激光切割时,可以大大减少残留量。
正规【主词报价】激光打标机的安装介绍:1、安装时,主要考虑的是金属板的主要部分与固体加工零件,机械加工零件,弹簧垫圈和垫圈之间的机械连接,增加两个过程的过程,必要时要确保有一定的螺丝数量不振动不会松动现象。2、电气控制装置,主要考虑的是控制电路的设计应合理,电气元件箱应具有一定的防尘功能,应注意自动加重后突然停电再调用,设备无法启动其自身功能。外壳也已完全接地。3、安装金属激光打标机的主要考虑因素,正规真空电子束焊接包括以下几部分,红色标定需要是完全准确的光路,光轴高度需要与模块高度相同,红色调焦重点需要调整使房间在适当位置摆动两次。


 地址:安徽省安庆市开发区3.9平方公里工业园纬二路2号
地址:安徽省安庆市开发区3.9平方公里工业园纬二路2号 电话:151-5556-3333(微信同号)
电话:151-5556-3333(微信同号) 邮箱:ahycjgkj@vip.163.com
邮箱:ahycjgkj@vip.163.com